Overview
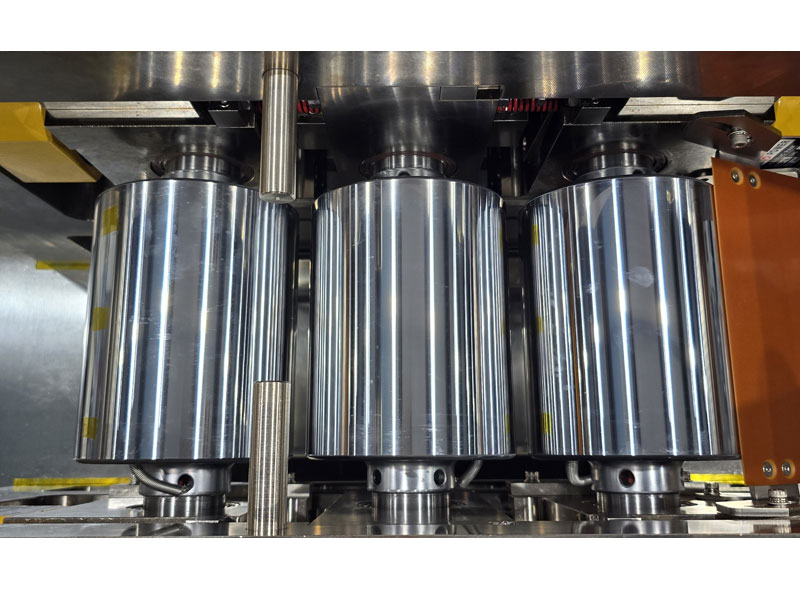
Electrode sheet forming and rolling through three horizontally arranged rolls rotating in opposite directions
Features
- “Roll gap can be controlled for rolling to the desired thickness.”
- Application of vertical gap block technology to prevent roll run-out.
- Application of dual-axis moving technology for the main roll, eliminating fixed-part load.
- Implementation of an integrated calendering structure for enhanced precision and prevention of roll deformation
Specification
| Machine Speed | 1mpm ~ 12mpm |
|---|
| Working Speed | 1mpm ~ 10mpm |
|---|
| Type | Calendering |
|---|
| Dimension | 935(L) × 1,035(D) × 1,700(H)mm |
|---|
| Calendering Roll | Ø120 × 150mm, 3EA |
|---|
| Substrate Width | Max. 100mm |
|---|
| Line Pressure | Max. 1.0ton/cm |
|---|
| Calendering Roll Drive | Servo Motor(0.75kW) + Reducer(1/50) |
|---|
| Calendering Roll Temp | Max. 150°C (Nor. 120°C) |
|---|
| Heating Type | Electric Heating Bar (Cartridge Type) |
|---|
| Roll Gap | 0mm ~ 5mm |
|---|
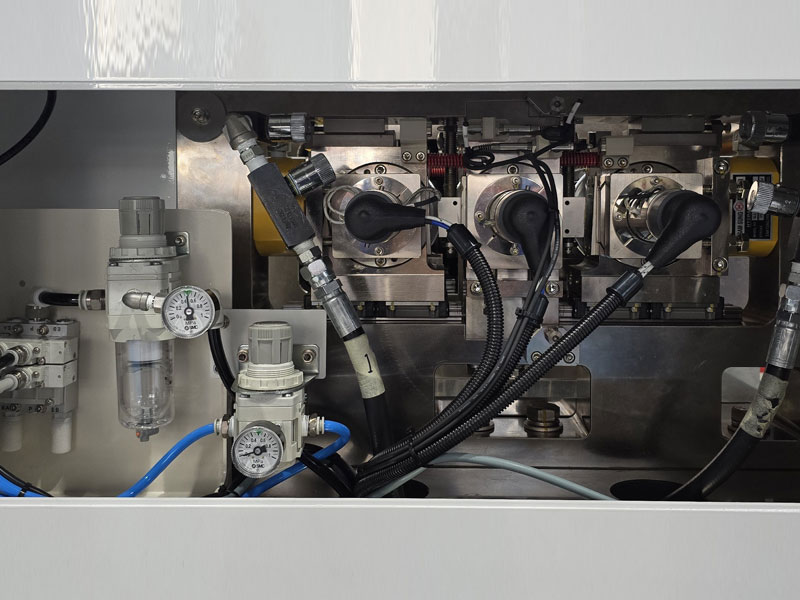
| Roll Gap Control | Gap Block Control (Manual Type, LVDT Sensor) |
|---|
| Roll Precision | Max. 2μm |
|---|
| Roll Pressure | Air Booster (oil) + Convertor / 200kN (20ton) |
|---|
| Powder Feeding Type | Manual |
|---|
| PLC O/S | Mitsubishi |
|---|